
科技改变生活 · 科技引领未来
科技改变生活 · 科技引领未来

大连机车历史上首批工人工程师1960年5月6日,在大连机车厂文化馆剧场召开了隆重的庆祝大会,庆祝大机车历史上首批工人工程师诞生。机械车间党总支副书记崔兆南、铸钢二车间转炉老工人张洪奎、金构车间工段长王福祥、机车车间工段长李德声和锻冶科的吴技
1960年5月6日,在大连机车厂文化馆剧场召开了隆重的庆祝大会,庆祝大机车历史上首批工人工程师诞生。机械车间党总支副书记崔兆南、铸钢二车间转炉老工人张洪奎、金构车间工段长王福祥、机车车间工段长李德声和锻冶科的吴技成5名工人被提拔为工程师,同时还有13中技术员提拔为工程师。
这是大连机车历史上的第一批工人工程师,从工人中培养和选拔大量的技术人员,在特殊历史发展时期具有非常重要的意义,要知道,解放前,大连机车在长达四十多年被日本侵略者侵占和蹂躏中,中国工人只能做劳工,出苦力,干粗活,打下手,没有机会也不允许中国工人学技术。解放后,工厂通过自己的力量,大力培养工人工程师,使这些工人掌握了技术,并应用到生产实践中,以适应当时机车事业高速发展的需要,这些工人工程师在中国机车建设的历史上,做出过重大贡献,他们是中国工人的光荣。
大连机车自建国以来,总计涌现出10名全国劳模。在这些全国劳模中,崔兆南引起了我的注意,他是大连机车厂报《前进报》和《大连日报》等一些报纸上出现频率最多大机车人的名字。他引发了我强烈的好奇心,也让我不得不下功夫,去了解他的一些不为人知的故事。
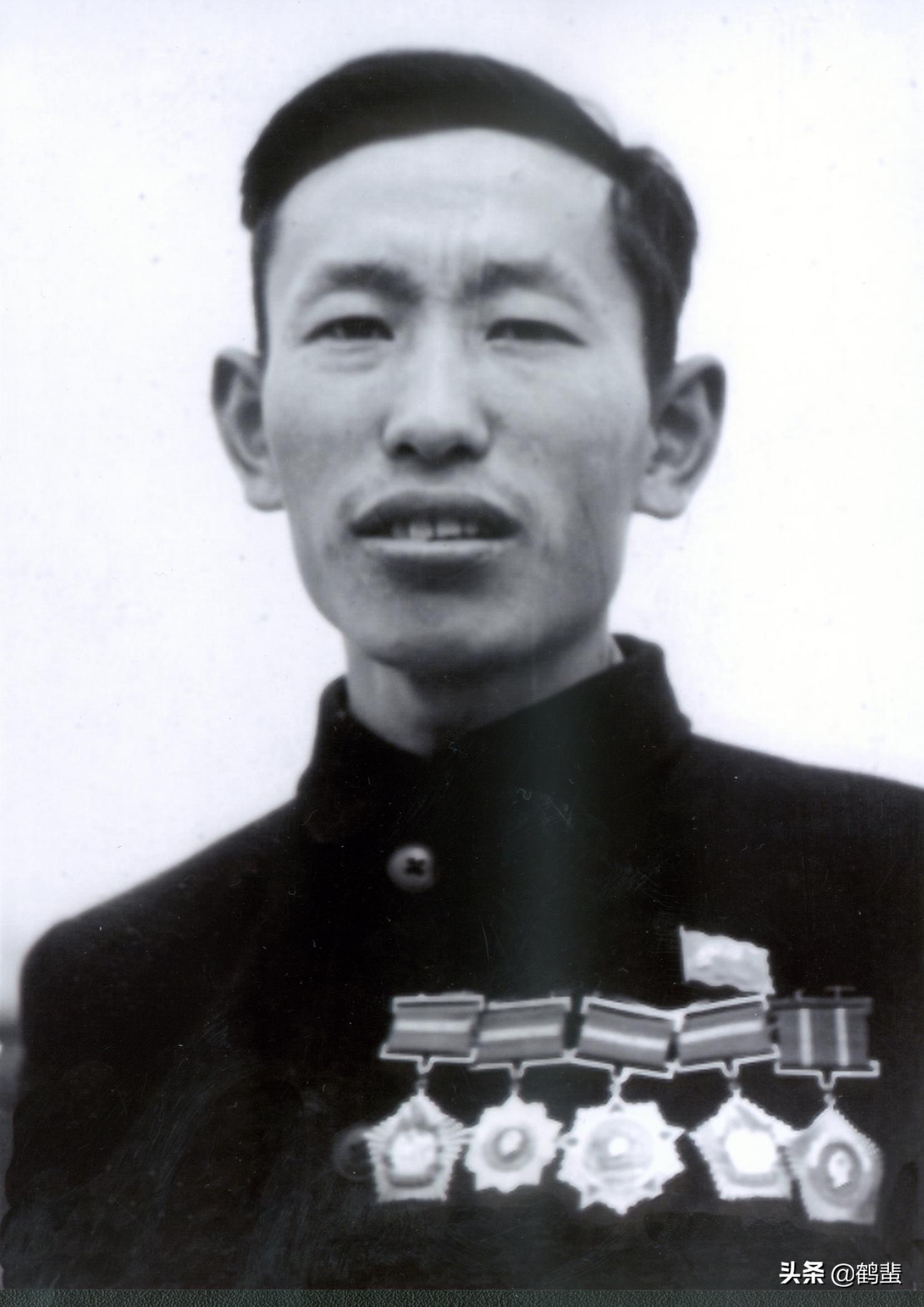
崔兆南
提起崔兆南,不能不提到他技术革新。1960年,时年30岁的崔兆南,已经是大连市的名人,不仅是作为全国群英会的代表、旅大市特等劳动模范,更重要的是,作为一个刨工,在短短的六年时间里,他在同一台设备、同一个部件上,先后进行了30多次较重大的技术革新,使生产效率猛增8倍多,为工厂制造更多的新型机车创造了重要的条件,成了闻名全国的技术“大拿”。
大机车厂自开始制造机车以来,为了加工机车上被称为脊椎的主重部件——主车架,在机车车间安装了一台大型的、高度自动化的龙门刨床。当时,崔兆南和任忠源、李绍先一起在这台机床上进行操作。他经过多次设计、制造、改进,从加工能力一台主车架的时间最早需要110小时,到后来缩短为9小时,这在60年代的中国,是一项了不起的革新。大机车人每回想起那段时光,至今仍然对他敬佩不已。
1960年9月初的一天,在工厂机械车间主车架工段里人山人海,锣鼓喧天,鞭炮齐鸣,机械车间党总支副书记崔兆南和铣工曹继传大步跨上一台18米长、4米宽的双头龙门铣床操作台上,只见他俩娴熟地端正了飞刀盘,按了一下红色电钮,两个把着16把强力铣刀的飞刀盘嗡嗡嗡吼叫着飞旋起来,宽宽的床面缓缓地带动着机车主车架,一时间现场火花四处飞溅,20毫米厚的钢屑随着一缕缕的油烟从主车架上被削了出来。
这是崔兆南创造发明成功的双头龙门铣床新技术,他自1954年就开始进行技术革新,共进行了第39次“技术革命”。在没有计算机时代,使用这项技术,可以9小时就加工一台机车主车架。这项技术在六十年代中国机车制造业,可以说是具有重要意义的技术革命。
崔兆南自1954年开始,以机车主车架加工方面进行技术改革,先是使加工工时由110小时缩短为16小时。后来,崔兆南走上了领导岗位,但他仍坚持工作在生产一线,对这项技术又继续进行改进,又使机车主车架加工工时缩短到14小时。但这个速度还远远不能适应当年的生产任务的需要,崔兆南下决心再次进行改进,攻克机车主车架关。崔兆南在车间领导的支持下,组织了9名工人和技术人员组成的攻关小给,提出了初步措施,除了充分发挥铣床潜力外,要利用三号铣床来代替刨床加工主车架。
在同一台机器上重复进行改造革新,这是一个挑战自我战胜自我的过程。当时崔头南带着攻关的主力王崇发和胡崇聚来到三号铣床前查看,三号铣床起重机吊着庞大的主车架往床面上一摆,床面还没有主车架长,车床动起来后,虽然能够走刀,但是力气太小,一天24小时只能加工出一片主车架,把原来铣床床上加工的部件都压了下来。铣床力气小,一天还啃不出一片主车架,对床子的寿命也有影响。崔兆南想起过去了要创造加工主车架床子的念头来,他恍然大悟,兴奋得几乎跳了起来:如果按照三号铣床的原理,做出一个大的铣床来,关键问题不就解决了吗?但有经验的师傅提出,利用三号铣床加工主车架并不是好的办法。有人问提议能不能搞一个大土铣床?这想法正合了崔兆南的心愿,说干就干,他们下决心一定要搞成。
不过,要制造双头龙门铣床,困难确实不少,没有图纸和资料,按一般机床结构原理和材质要求,床座、床面等都要铸铁,要铸造就要从木型到泥型,从浇铸成毛坯到加工,就得一个多月份的时间,再加上铸造生产任务重,根本不能承担这份任务。崔兆南提议,铸造干不出来,就用报废的主车架焊成床座、床面,没有图纸,就动员全车间技术人员和工人一起,按照三号铣床的。结合加工主车架的大小,归葫芦画瓢,非造出来不可。
制造工作终于开始了,大家边研究边画草图边开始制作床座,床面和主轴减速箱,他们打破常规,没有安刀架,而是根据三号铣床原理,设计两个飞刀盘,每个飞刀盘安上8把高速铣刀,让16把马同时加工。他们又从设备科找来直径150毫米的滚珠。材料有困难,基建科送来了水泥、电机;锻造车间送来了锻造好的齿轮。人力不足,金构车间把电焊的液压全部包了下来。车间领导干部工人技术人员、实习的大学生,全部都参与进来。
那些天里,夜晚的车间里总是灯火通明,闪动着动人的蓝色弧光,回荡着震耳欲聋的马达声,起重机吊着巨大的床座、床面,主轴、龙门架,一次次地起落,上下,每次一落下,工人们拿着焊枪就奔过,铲的铲,焊的焊,一片火热的场面。大家一起,在挖着18米长4米宽的基坑里,奋力挖着,挖着,手掌磨出了水泡,汗水湿透了衣衫,就这样,经过日夜奋战,长长的床座床面和粗壮的主轴和庞大的龙门架制作成功了。
设备组装时,床面衬板发生了困难,因为底座是铸钢的,必须使用10毫米到12毫米的厚4平方米面积的塑料板做衬桥台,可是这种规格的塑料板一时找不到,只有一种25毫米的厚,2个平方米大的塑料板,刨不好,就会报废,不仅浪费,还把握不住,塑料又硬,用电锯也刨不开。没办法,为了保证机床的精密度,大家只好用锯一点一点地锯,非要锯开不可。大家分成三班,轮流上阵,经过三天三夜不停歇地锯,终于将两平方米的板割开了,解决了没有床面衬板的关键环节。
床面衬板的问题解决了,新的问题又出现了,要在一个月内制作出电气装置,需要许多电气材料。可是,材料还没有着落,有人认为需要半年时间才能干出来,这时,崔兆南又出现在电气小组里,鼓励大家想办法。电气工人们翻箱倒柜找材料,他们上房顶找电线,上废品堆里找材料,终于凑齐了断面60平方毫米粗、300米长的电线和38毫米粗、100多六长的电线管子,还有绝缘板、卡子、开关等,应有尽有,重新收拾一新,经过一个月的大干,一部新的电气装置终于试制成功了。
双头龙门铣床组装终于完成,8月24日,在双头龙门铣床周围站满了人,大家都在等待奇迹的诞生。只见崔兆南和曹继传两个人觉沉着地在两个飞刀盘上把上16把强硬的铣刀,然后按住红色电钮,立即两个主轴隆隆地转动了,此时,两个人像刚上场的新兵,既紧张又激动,现场观看的人,心都提到了嗓子眼儿了。在大家注视下,手不离操作柄,眼不离两个飞刀盘,只见吃刀量由5毫米、6毫米,一直增加到20毫米,越削越快,突然间嚓的一声,飞刀盘开始空转,经检查,主轴莲箱子扭歪了,主轴和轴套冒出一缕缕的,摩擦发热粘住了,越试验问题越多,接连试验了四五天,还是没有成功。干部工人技术人员蹲在车间里反复研究,把零拆下来,一项项分析,查找原因,主轴箱扭歪了主要是设计考虑不当,安得不适合。主轴和轴套发热主要是没有燃烧好评油和轴套材质不好。老工人李德明建议把主轴箱改成串销子,就不会扭歪了。钳工刘述清建议给铣床安上一个自动压油机,自动给油。还有的工人建议为了保证安全,把铸铁的轴套改成铜套,将主轴键箱改成串开口销。经过改进重新安装后,终于,一台双头龙门铣床试验成功。
崔兆南共提出了100多项革新建议,实现近百项。1959年11月,崔兆南代表机车工人参加了全国群英大会。
崔兆南,1930年1月生,山东省莱阳县人。中共党员。1948年11月到大连铁路工厂,历任机械车间创工、党(总)支部副书记、副主任,机械二车间党支部书记、主任等职。
1954年起,操纵捷克产龙门刨床,加工机车主车架,成为工厂生产关键。1955年末至1956年初,贯彻苏联专家建议,推行强力刨刀法,加工一台主车架由95小时逐步减少至22小时,质量达到100%。1956年参加一机部先进经验推广队,到全国各地14个厂18种产品表演推广强力刨刀先进经验,均提高效率1~3倍。1958年提出8项重大革新建议,其中4项创价值2.4万元;研制机床曲形钻眼工具,用钻床代替人工钻,提高效率12倍。1959年,实现44件革新建议,其中较大的7件革新分别提高效率1~7倍,加工的主车架效率6年已翻了8番,连续6年没有出现过废品和设备与人身事故,同年出席全国群英会。1960年提出47件革新建议,实现39件,创造价值67万元;研制了“巨龙”双头土龙门铣床,节省投资46万元。
被评为旅大市1955年度二等劳动模范,1956年度、1957年度劳动模范,1958年度、1959年度、1960年度特等劳动模范;1956年被评为全国先进生产(工作)者、全国机械工业先进生产(工作)者、一机部机车车辆工业管理局先进生产(作)者:1959年被评为全国铁路先进生产(作)者、辽宁省先生产(工作)者。
马楠一